


The Lvquan Zeolite Runner Equipment, manufactured in China, is provided by a reliable manufacturer and supplier, offering competitive pricing without compromising on quality, ensuring efficient and effective operation.
Hailing from China, the Lvquan Zeolite Runner Equipment is meticulously manufactured by our esteemed team, ensuring top-notch quality and reliability. As your trusted supplier, we offer competitive pricing for this advanced solution, guaranteeing efficient operation without compromising on performance or durability.
LQ's high quality Zeolite Runner Equipment utilizes zeolite wheels to capture organic waste gas, transforming low-concentration, large-volume waste gas into high-concentration, small-volume waste gas. This approach not only minimizes equipment and operating expenses but also ensures effective VOC treatment. After undergoing high-temperature desorption, the concentrated VOCs are heated and channeled into the incinerator. Here, high-temperature combustion elevates the temperature of combustible and harmful gases, facilitating oxidation decomposition.
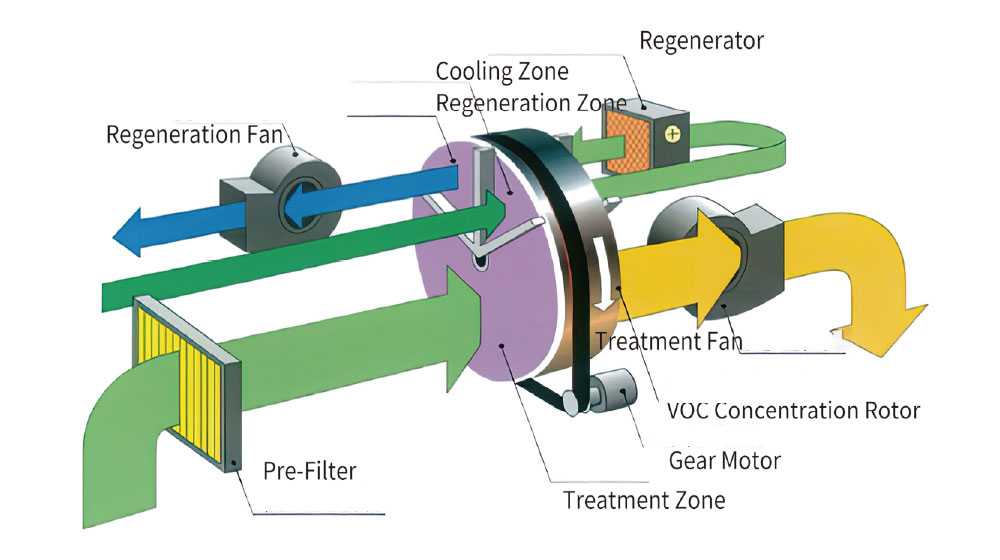
Air containing VOCs is sent to the processing area of the concentrator wheel after passing through a pre-filter. In the processing area, VOCs are removed by adsorbents, and the air is purified and discharged from the processing interval of the concentrator wheel. The VOCs adsorbed in the concentrator wheel are desorbed and concentrated (by 5~15 times) through thermal treatment in the regeneration zone. After being highly concentrated, the VOCs are desorbed and enter the heat exchanger for further temperature increase before being sent to the direct combustion waste gas incinerator, where the temperature of combustible and harmful gases is raised to the reaction temperature through high-temperature combustion, and oxidation decomposition occurs. The effective removal rate of waste gas reaches more than 98%, meeting the national emission standards.

High purification efficiency: Theoretical removal rate of the wheel adsorption can reach up to 98.5% (except for specific chemicals).
High desorption efficiency: Organic compounds with boiling points below 220°C can basically be detached.
Small floor space: Compared with other adsorption equipment, it has a relatively small size.
Low fire risk: Compared with activated carbon adsorption, zeolite wheels are non combustible and have no risk of ignition during the desorption process.
Fast adsorption and desorption: Short adsorption time, easy saturation, high desorption efficiency, and short cycles.
| Rotor classification | Rotary Wheel (Cake Type) | Rotary Wheel (Cylinder Type) |
| Zone setting | Absorption Zone, Cooling Zone, Desorption Zone. Fresh or raw gas enters the cooling zone for cooling, and the temperature of the gas discharged from the cooling zone is 110°C. When the desorption is set at 200°C, the temperature rise is only 90°C, which is relatively energy-efficient. | Absorption Zone, Desorption Zone |
| Adsorption zone desorption zone | Complete replacement | No cooling zone, and when desorption is set at 200°C, it is necessary to preheat the gas at room temperature to 200°C, which is relatively energy-consuming. |
| Zeolite module replacement | Rotary Wheel (Cake Type) | Partially damaged rotary wheels can be replaced individually. |
| Waste heat can be recycled | exhaust temperature of 450 ~ 500°C, waste heat can be heated thermal oil, hot water, fresh air |
| High purification efficiency | the higher the purification efficiency with the increase of furnace temperature, the theoretical value can reach 99% |
| Convenient operation | using traditional electric control or industrial controller control, one key to start and stop after the parameters are calibrated, to achieve unattended supervision |
1. If the waste gas contains corrosive components such as sulfur or chlorine, it is necessary to inform specifically during the selection process. Corrosion-resistant materials such as SUS2205 or higher must be used for this type of gas, and special treatment is required for this type of gas in the latter stage of processing.
2. The mixed waste gas entering the direct combustion high-temperature incineration equipment should be within the range of < 1/4LEL explosion limit.
3. The maximum temperature used in direct combustion high-temperature incineration equipment is≤900° C. High-heat materials and high concentration gases need to be diluted and processed.
4. The gas entering the direct combustion high-temperature incineration equipment should not contain dust particles or oil mist that can cause blockage or flashback, in order to prevent flashback or blockage of the heat exchanger.
5. For areas where emissions of nitrogen oxides from high-temperature incineration equipment are required to be controlled, it is necessary to inform in advance so that low-nitrogen combustion systems can be used when purchasing combustion engines, and exhaust gas treatment equipment should be equipped if the emission exceeds the standard.








")



