


Lvquan RTO Exhaust Gas Treatment Equipment is a top-tier air pollution control system manufactured in China, provided by a trusted manufacturer and supplier, ensuring competitive prices without compromising on quality."
Lvquan RTO Exhaust Gas Treatment Equipment, manufactured in China, stands as a pinnacle solution for environmental sustainability. As a leading manufacturer and supplier, we offer competitive prices without compromising on quality. Our cutting-edge technology ensures efficient treatment of exhaust gases, guaranteeing both environmental compliance and operational excellence.
RTO Exhaust Gas Treatment Equipment utilizes a zeolite wheel to adsorb organic waste gas, effectively concentrating low concentration and high air volume waste gas into high concentration and small air volume. This innovative approach reduces equipment cost and operating expenses while achieving efficient VOC treatment. The RTO employs high temperature gas heat exchange for continuous adsorption and desorption processes, ensuring optimal performance and environmental compliance.

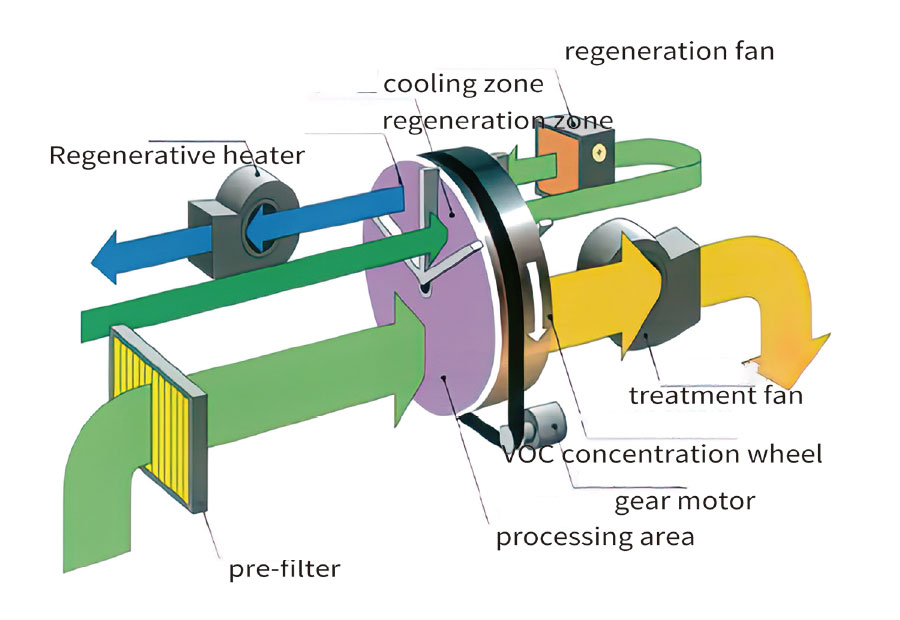
The RTO Exhaust Gas Treatment Equipment functions by directing air containing VOCs to the processing area of the concentration wheel following pre-filtering. Within this zone, VOCs undergo adsorption and removal by the adsorbent, while purified air is discharged from the processing area of the concentration wheel. Simultaneously, VOCs adsorbed on the concentration wheel are desorbed and concentrated (5~30 times) in the regeneration area through hot air treatment. Subsequently, highly concentrated VOCs are desorbed, preheated in the RTO heat storage chamber, and directed to the combustion chamber for complete combustion. This process oxidizes and decomposes VOCs into CO2 and water. The high-temperature gases generated by oxidation then flow through specially designed ceramic heat storage bodies, heating them and storing heat. This stored heat is utilized to preheat subsequent organic waste gases, effectively reducing fuel consumption for waste gas heating. The ceramic heat storage body is divided into two or more zones or chambers, each experiencing a continuous cycle of heat storage-release-cleaning, ensuring continuous and efficient operation of the system.
Boasting exceptional purification efficiency, the concentration wheel achieves up to 98.5% adsorption efficiency (excluding special components). It also exhibits remarkable desorption efficiency, effectively removing organic compounds with boiling points below 220°C. Furthermore, its compact design offers a small footprint compared to similar adsorption-based equipment. Additionally, the zeolite wheel's non-flammability ensures a low fire hazard, eliminating any risk of ignition during the desorption process. With rapid adsorption and desorption capabilities, characterized by short cycles and high desorption efficiency, it ensures swift and effective treatment of VOCs.
| Low energy consumption | Inlet gas concentration at 1500 ~ 2000mg/m3 basically maintain self-ignition, no fuel replen-ishment |
| High efficiency of waste heat recovery | Adopting new material (thermal storage ceramic) technology, the heat recovery efficiencyis 95% |
| High purification efficiency | The efficiency can reach up to 98% or more when using ordinary lifting valve, and up to99.3% or more when using double eccentric structure closed valve |
| Easy to operate | Adopt traditional electric control or industrial controller control, one key to start and stopafter the parameters are adjusted, realize unattended supervision |
| Structure form | Tower type fixed bed | Round Multi-Bed | ||
| Three tower structure | Five-tower structure | Rotary structure | Multi-valve structure | |
| Maximum air handling capacity | ≤65000m³ /h | ≤100000m³/h | ≤100000m³/h | ≤100000m³/h |
| Floor space | Large | Larger | General | General |
| Purification efficiency | ≥90-98% | |||
| Valve structure form | Poppet valve/closed butterfly valve | Poppet valve/closed butterfly valve | Rotary valve | Airtight Butterfly Valve |
| Valve drive form | Pneumatic | Pneumatic | Servo motor drive | Pneumatic |
| Heating method | Natural gas/ organic solvent waste liquid | |||
| Blowback air mode | Positive pressure reverse blowing/negative pressure reverse absorption | |||
| System air inlet mode | Generally full positive pressure air supply (i.e. positive pressure in the reaction area) | |||
| Safety design | RTOGenerally choose pressure/ temperature relief valve and pop-up explosion relief door, RTO total inlet set standard flame arrestor | |||
In extremely cold environments (≤-10°C) at project sites, there's a risk of compressed air condensation causing gas pipeline or cylinder icing. To mitigate this issue, pneumatic drive can be substituted with electric drive.
For organic solvent waste liquid utilization, it's essential to furnish its composition and calorific value for the appropriate selection of combustion equipment. Electric heating is suitable when the air volume is ≤5000 Nm³/h.
1. If the exhaust gas contains corrosive components such as sulfur and chlorine, this must be communicated during the selection process. Corrosion-resistant materials such as SUS2205 or higher must be used for processing and manufacturing to ensure proper treatment of such gas in the downstream process.
2. The mixed concentration of exhaust gases entering the heat storage high-temperature incineration equipment should be within 1/4 of the lower explosive limit (LEL) range.
3. The maximum operating temperature for the heat storage high-temperature incineration equipment is≤960.C. High-energy materials and high-concentration gases must be treated with dilution. If there are special requirements, they should be clearly stated to make specific demands during insulation design.
4. The gas entering the heat storage high-temperature incineration equipment must not contain dust particles or oil mist that can cause blockages or backfire, in order to prevent flashing and blockage of the thermal storage ceramic.
5. Some regions have specific nitrogen oxide emission requirements for high-temperature incineration equipment, which must be communicated to the purchaser during the procurement process. Low-ammonia combustion systems should be used for the combustion equipment, and if the exhaust gas contains a high concentration of nitrogen, even a low-nitrogen combustion system may not meet the emission standards and will require additional denitrification treatment.








