



Lvquan Heat Storage Catalytic Incineration Equipment, manufactured and supplied by a leading manufacturer in China, offers competitive prices and unparalleled quality, making it a top choice for efficient and environmentally friendly waste incineration solutions.
LvQuan Heat Storage Catalytic Incineration Equipment, a cutting-edge product originating from China, is proudly manufactured and supplied by a renowned manufacturer in the industry. This incineration equipment offers highly competitive prices, making it an economical choice for various applications. What's more, its unwavering commitment to quality ensures reliable performance and long-lasting durability. With its advanced heat storage and catalytic incineration technology, Lvquan Heat Storage Catalytic Incineration Equipment effectively converts waste into energy while minimizing environmental impact. Whether you're looking for a solution for industrial waste disposal or municipal solid waste management,Heat Storage Catalytic Incineration Equipment is an excellent choice.
Thermal storage catalytic oxidation (Regenerative Catalytic Oxidizer, RCO for short) is an organic waste gas treatment equipment that combines low-temperature catalytic oxidation with heat storage technology. Heat Storage Catalytic Incineration Equipment effectively reduces heat loss and energy consumption, while greatly reducing the temperature of the discharged gas after purification.
It is applicable to the treatment of organic waste gases in the automotive and machinery manufacturing industry, painting lines and ovens;the electronic manufacturing industry, the treatment of organic waste gases from printed circuit boards (PCBs); the electrical manufacturing industry,the insulation treatment of wire enamels; the light industry,the treatment of organic waste gases from shoe-making and glue-coating; and the treatment of organic waste gases from printing and color printing. Heat Storage Catalytic Incineration Equipment is also applicable to the treatment of organic waste gases generated in various places,such as the metallurgical and steel industry,the production of carbon electrodes,the chemical industry,the synthesis of chemical processes (ABS synthesis),and the petroleum refining process.
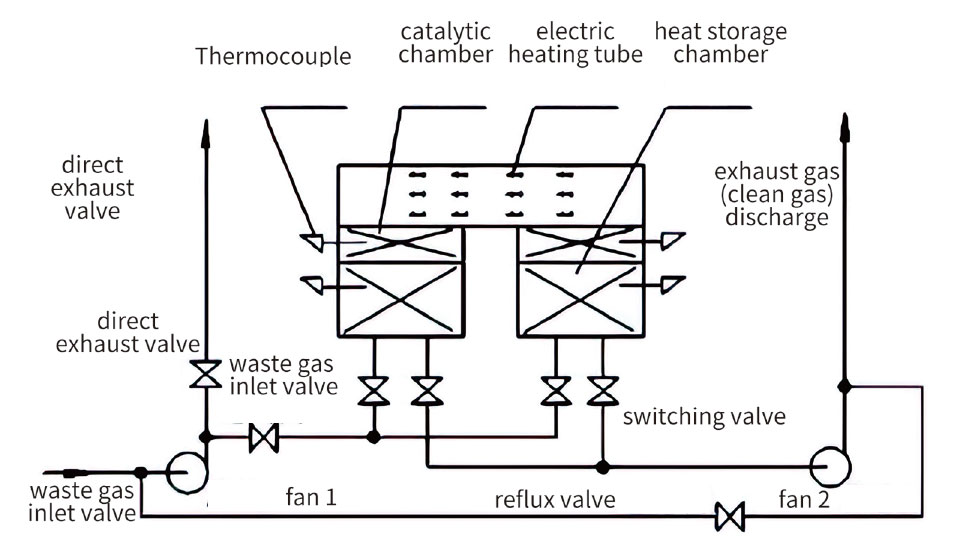
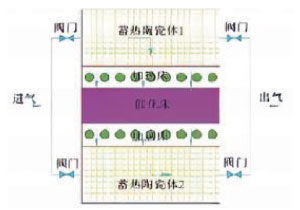
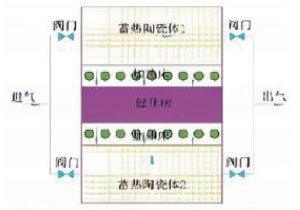
Before starting the process of waste gas treatment,the heating chamber and heat storage bed of the furnace are preheated.After preheating,the waste gas source is connected to the equipment.Under the action of the matching fan,the organic waste gas first undergoes heat exchange with the preheated heat storage ceramic body 1,enters the heating zone after a temperature increase, and then receives a second temperature increase in the heating zone until the temperature of the waste gas reaches the temperature required for the catalytic reaction.The waste gas enters the catalytic room to react,generating carbon dioxide and water,and releasing heat energy.The treated clean gas undergoes heat storage with the heat storage ceramic body 2 and is discharged by the fan. After reaching the set temperature through temperature detection with an inlet thermocouple for the exhaust fan, the valve is switched, and the waste gas enters the heat storage ceramic body 2, which is then discharged from the heat storage ceramic body 1. This cycle repeats continuously.
| Process 1 | Process 2 | |
| Simpleschematic diagram |
|
|
| The first chamber | 1Heat absorption by exhaust gasExothermic heat storage ceramic body 1 | 1Clean gas dischargeHeat storage ceramic body 1 absorbs heat |
| The secondchamber | 2Clean gas dischargeHeat storage ceramic body 2 absorbs heat | 2Heat absorption by exhaust gasExothermic heat storage ceramic body 2 |
| The combustionchamber | Catalytic decomposition | |
1.No secondary pollution,no NOx generated due to low-temperature oxidation and decomposition at 250~500C.
2.High purification efficiency, up to 95%for two chambers and over 98%for three chambers.
3.Low energy consumption, using advanced heat storage and heat exchange technology,energy consumption can be as low as 8W·Hr/Nm³ .
4.High degree of automation, safe and reliable operation, and easy management.
5.RCO has the advantages of low exhaust gas temperature and low operating costs, and its thermal recovery efficiency can general- ly reach over 95%.
| Mode | RCO-10 | RCO-15 | RCO-20 | RCO-30 | RCO-40 | RCO-50 | RCO-60 | RCO-80 | RCO-100 | RCO-150 | RCO-180 | RCO-200 |
| Treatment air volume (m³/h) | 1000 | 1500 | 2000 | 3000 | 4000 | 5000 | 6000 | 8000 | 10000 | 15000 | 18000 | 20000 |
| Type of waste gas to be treated | Benzene,ketone,fat,alcohol,ether,aldehyde,phenol and other organic waste gases and odors. | |||||||||||
| Catalytic temperature | 300℃~500℃ | |||||||||||
| Purification efficiency | ≥99% | |||||||||||
| Explosion-proof form | Membrane type | |||||||||||
| Amount ofheat accumulator (L) | 288 | 512 | 548 | 970 | 116 | 1570 | 1800 | 2600 | 3200 | 4610 | 5410 | 6280 |
| Amount of catalys(L) | 72 | 128 | 162 | 242 | 288 | 392 | 450 | 648 | 800 | 1160 | 1360 | 1570 |
| Heating power(kw) | 30 | 36 | 42 | 54 | 65 | 75 | 90 | 120 | 150 | 200 | 250 | 300 |
| Length L(mm | 1350 | 1650 | 1800 | 2100 | 2300 | 2600 | 2700 | 3200 | 3500 | 4100 | 4400 | 4700 |
| Width B(mm) | 1350 | 1650 | 1800 | 2100 | 2300 | 2600 | 2700 | 3200 | 3500 | 4100 | 4400 | 4700 |
| HeightH(mm | 2600 | 2700 | 2800 | 3100 | 3200 | 3300 | 3500 | 4000 | 4500 | 5000 | 6000 | 6500 |
| Air duct(mm | φ200 | φ220 | φ250 | φ300 | φ350 | φ400 | φ450 | φ500 | φ600 | φ700 | φ750 | φ800 |
Remark:The parameters in the table are for reference only. If there are special requirements, the design can be based on the actual situation.
Note 1:Other air volume specifications can be designed separately.
Note 2:Iffuel preheating is required,it should be emphasized when ordering.
Note 3:The RCO can be designed with two chambers or three chambers.









